Covington GA & Sacramento CA
UNITED STATES
Packaging in the healthcare and pharmaceutical industry requires absolute reliability. Vials, glass bottles, and specialized containers are not only fragile—they often hold products of high medical importance, from vaccines and injectable drugs to diagnostic reagents and veterinary treatments.
Any breakage, contamination, or instability can compromise patient safety, regulatory compliance, and brand reputation.
Our fiber partitions and honeycomb paperboard provide proven, sustainable packaging solutions designed to meet the strict demands of pharmaceutical and healthcare supply chains.
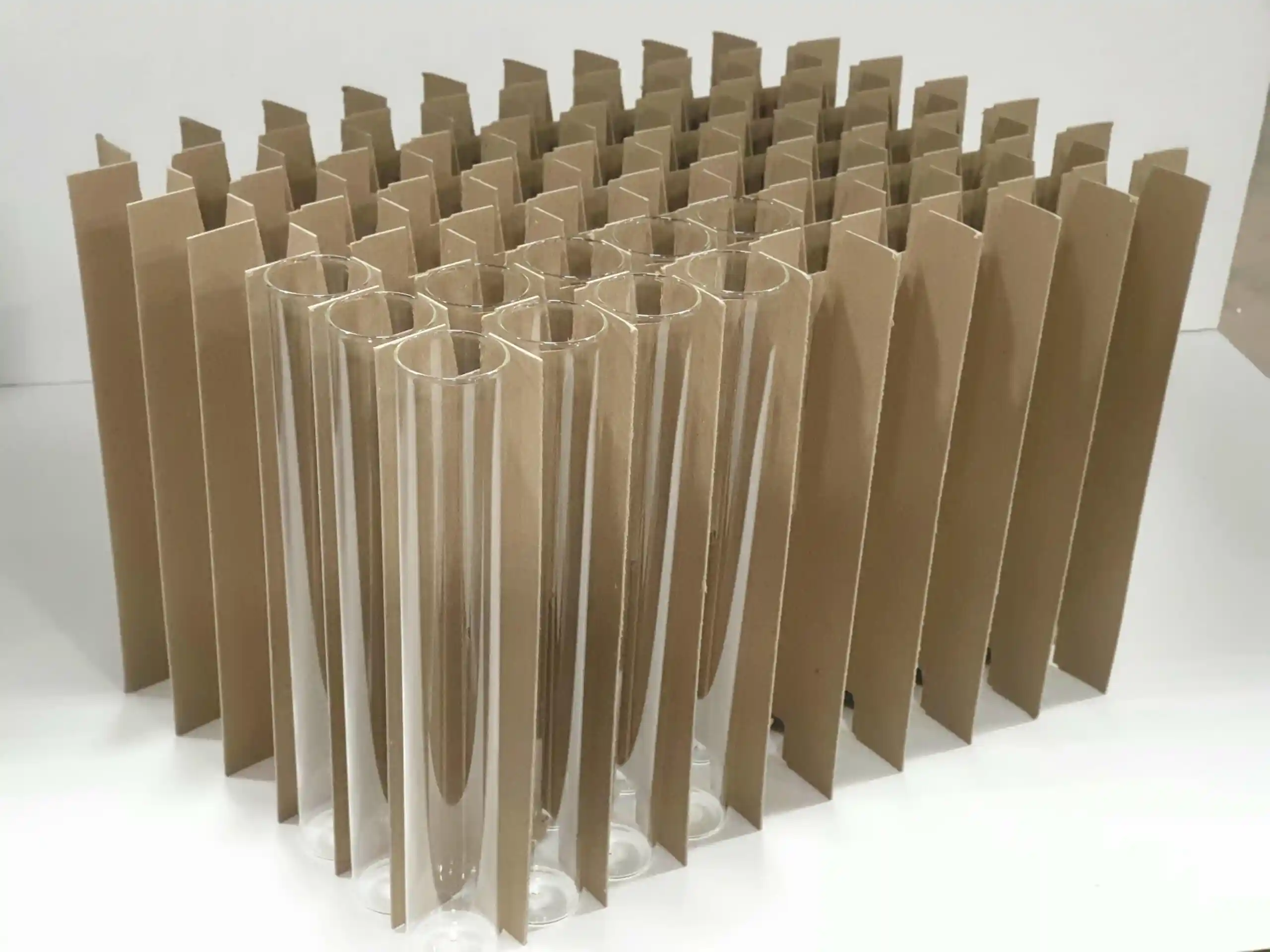
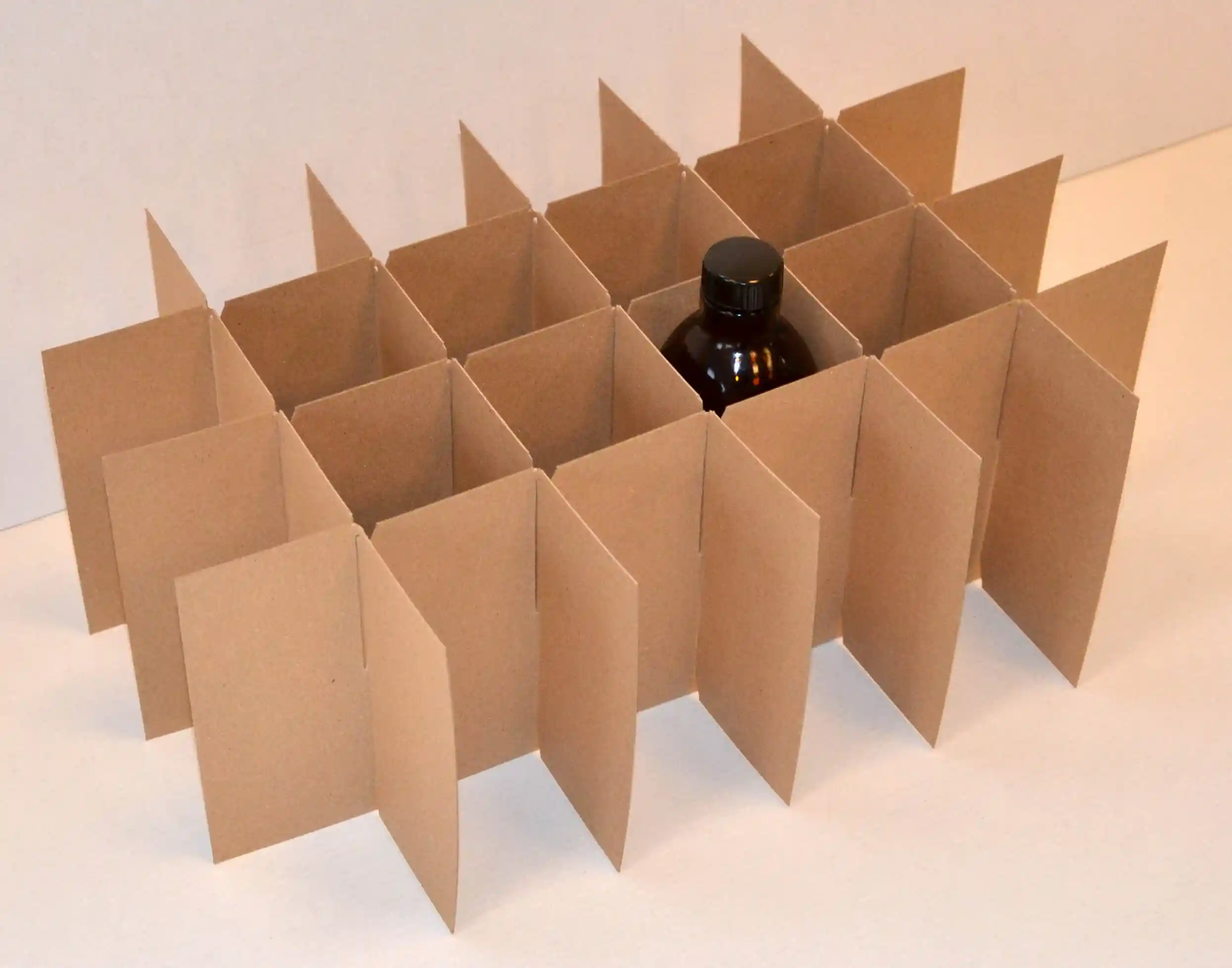
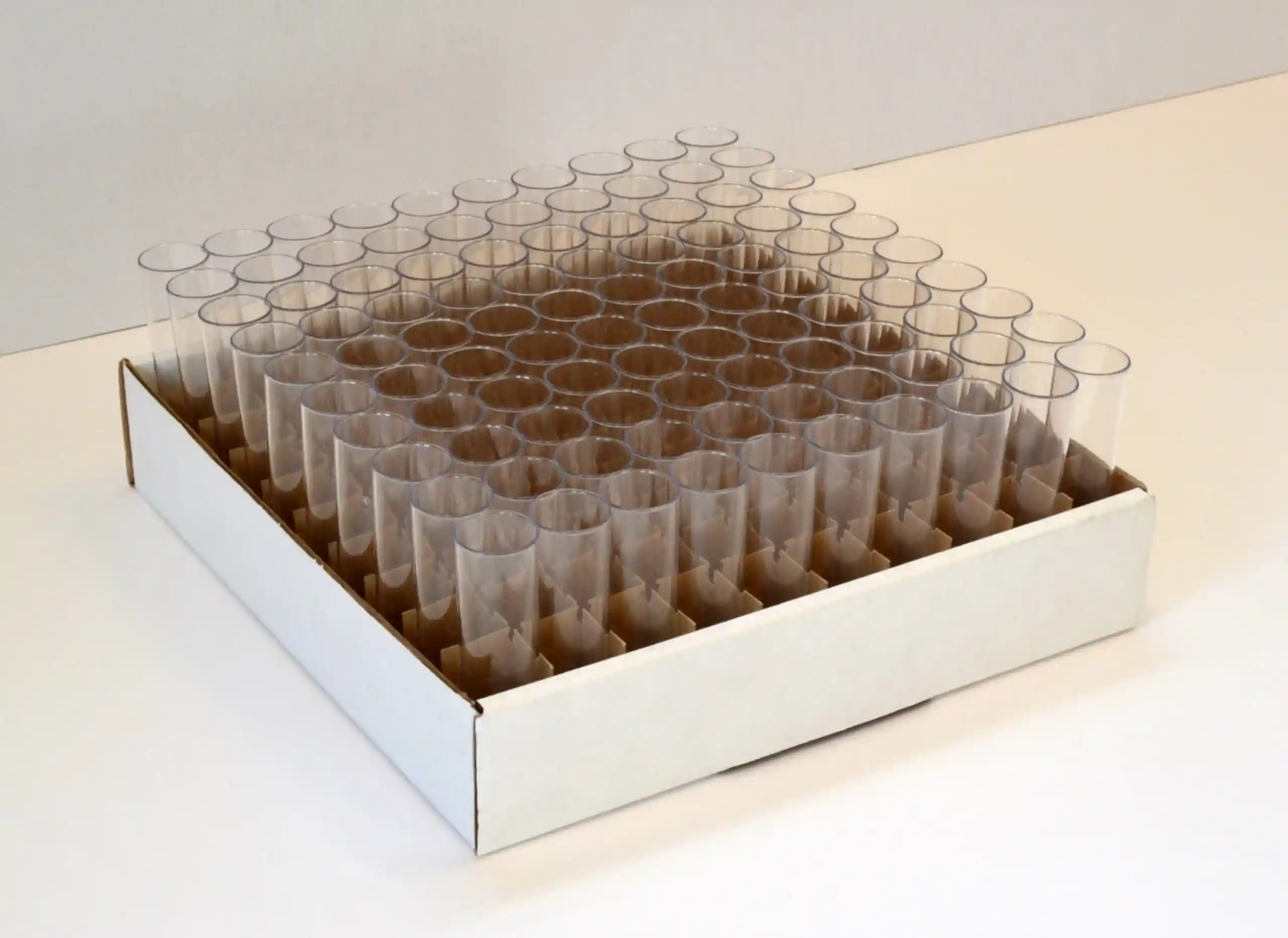
Glass and plastic containers used in pharmaceutical applications must be carefully managed throughout handling and transport. Fiber partitions are specifically engineered to maintain order, prevent contact, and ensure product integrity.
From vaccine shipments to veterinary medicine packaging, partitions ensure every container remains secure, sterile, and compliant during transport.
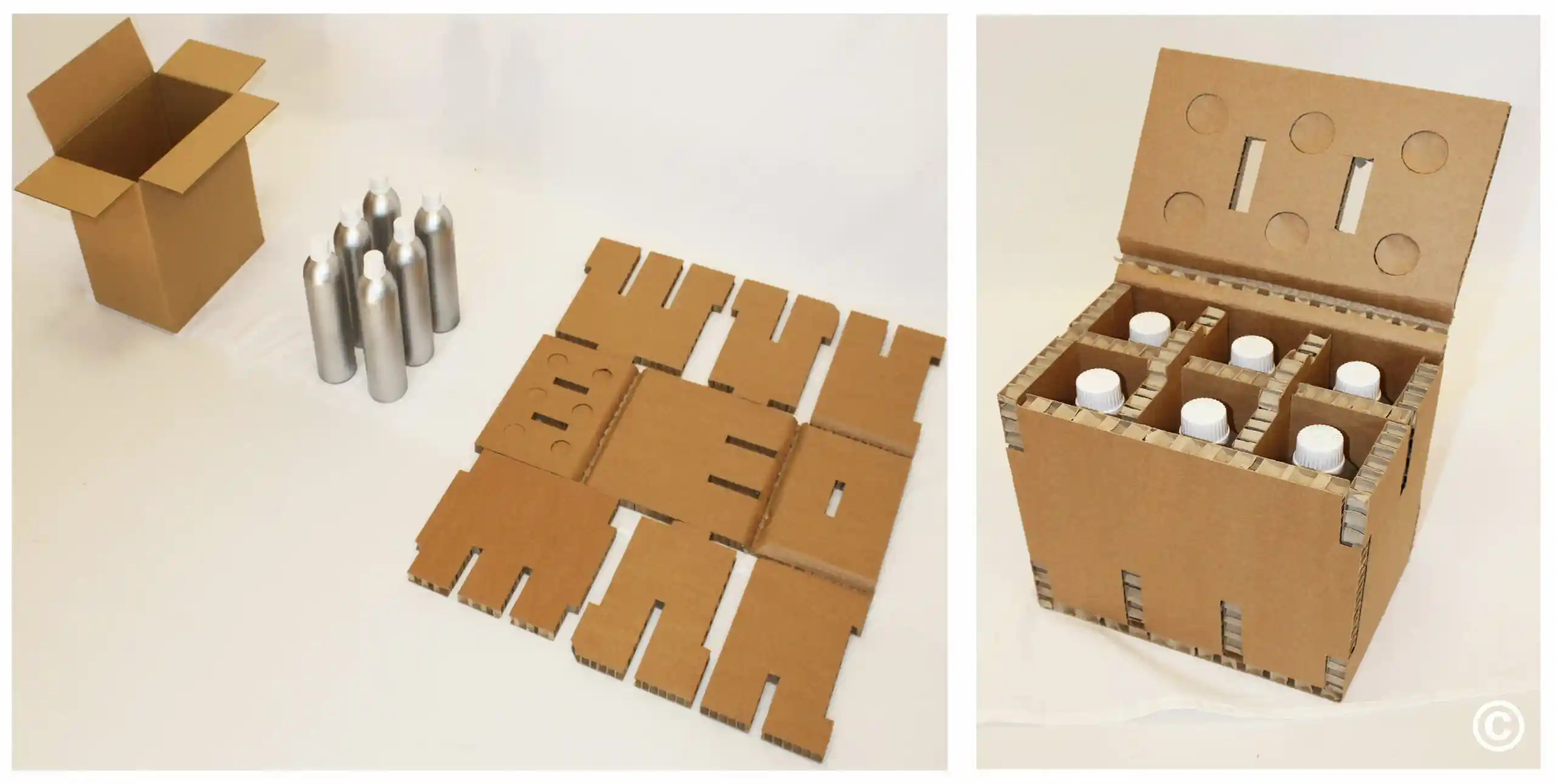
Pharmaceutical shipments often travel across long distances under strict conditions—temperature control, specialized handling, and secure warehousing. Honeycomb paperboard provides the structural strength needed to protect these sensitive loads without adding unnecessary weight.
This balance of strength, light weight, and recyclability makes honeycomb a practical solution for both pharmaceutical manufacturers and logistics providers.
Our protective packaging is trusted by leading organizations across human and veterinary health, including:
In healthcare, packaging is not simply a logistics requirement—it is part of the product’s safety and compliance system. By integrating fiber partitions and honeycomb reinforcement, companies gain:
Every vial, ampoule, and medicine bottle represents more than a product—it represents patient safety and brand integrity. Our fiber partitions and honeycomb paperboard solutions are designed to protect fragile medical containers, secure bulk pharmaceutical shipments, and support compliance with the strictest industry standards.
With decades of expertise in protective packaging, we help healthcare and pharmaceutical companies deliver their products safely, efficiently, and sustainably—from the production line to the patient.